The Ultimate Guide to Using Reflective Materials in Outdoor Gear
How forward-thinking outdoor brands integrate high-performance reflective solutions into apparel and gear—transforming safety compliance into a brand differentiator.
Over the past decade, the conversation around reflective materials in outdoor apparel has undergone a fundamental transformation. What was once viewed as a compliance checkmark has evolved into a powerful design tool and brand positioning strategy. Today’s most successful outdoor brands—from ultra-light hiking specialists to cycling innovators—recognize that reflective materials aren’t just about being “seen,” they’re about creating products where safety is seamlessly woven into the product’s DNA, enhancing functionality, aesthetics, and user experience simultaneously.
Why Reflective Materials Matter for Outdoor Brands Now
The outdoor industry’s relationship with visibility has shifted. Consumers are no longer asking “Do I need reflective elements?” Instead, they’re asking “How are you integrating visibility into my lifestyle?” This mindset change stems from several market forces:
🌍 Global Safety Regulations
Stricter EN ISO 20471 and ANSI/ISEA 107 standards across Europe, North America, and Oceania have made reflective materials non-negotiable for outdoor brands serving these markets.
🚴 Adventure After Dark
The rise of commuting cyclists, trail runners, and outdoor enthusiasts active during low-light conditions has created unprecedented demand for integrated, attractive reflective solutions.
💡 Design Innovation
Modern reflective materials—especially colored films, elastic fabrics, and iridescent options—enable designers to make safety a style statement rather than an aesthetic compromise.
🔗 Consumer Expectations
Outdoor-conscious consumers increasingly expect premium brands to integrate safety as a core feature, not a secondary add-on.

Types of Reflective Materials for Outdoor Gear
Understanding the distinctions between reflective material categories is essential for making the right choice. Each serves different purposes and integrates differently into your design workflow.
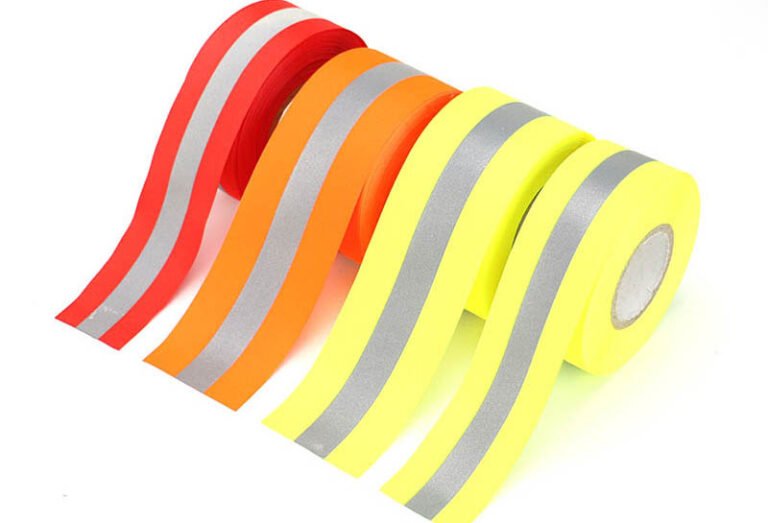
1. Reflective Tapes & Piping
Industrial-grade reflective tapes remain the industry workhorse for outdoor gear. These adhesive-backed or sewn materials come in various widths (typically 25mm to 100mm) and are ideal for creating visible bands on backpack straps, jacket seams, and trouser legs.
Key advantages: Highest luminosity, proven durability through 50+ wash cycles, cost-effective for high-volume production, and compatible with most substrate materials.
Best applications: Backpack attachment points, trouser side seams, safety vest construction, hi-vis work jacket straps, and kayak/climbing rope attachment areas.
2. Reflective Heat Transfer Films & Vinyl
Heat transfer reflective films allow unprecedented design freedom. Unlike adhesive tapes, these materials are cut into custom patterns (logos, brand marks, geometric shapes) and heat-applied to fabric, enabling seamless brand integration. Heat transfer technology has revolutionized how outdoor brands approach reflective design.
Key advantages: Unlimited design customization, color options (silver, gold, colored, iridescent), excellent for logo placement, seamless integration into apparel design, and minimal weight addition.
Best applications: Custom brand logos on chest or back, sleeve graphics, heritage design elements, limited-edition collection markings, and personalized gear customization.
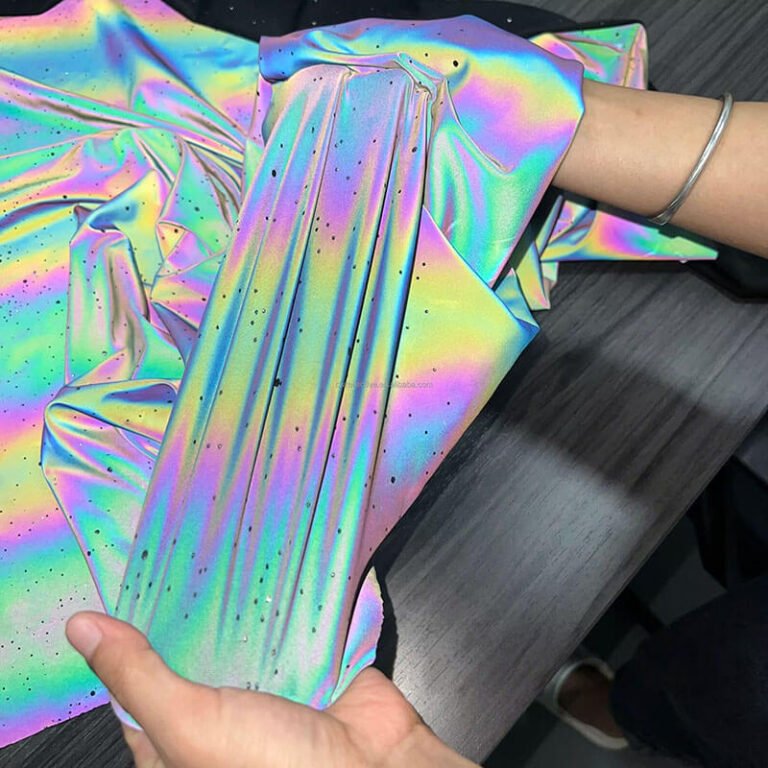
3. Elastic & Stretch Reflective Fabrics
For performance-oriented outdoor brands, elastic reflective fabrics represent a game-changer. These materials combine UV-reflective properties with 4-way or 2-way stretch capabilities, making them ideal for fitted athletic wear, trail running apparel, and cycling kit where restrictive, stiff tapes would compromise comfort.
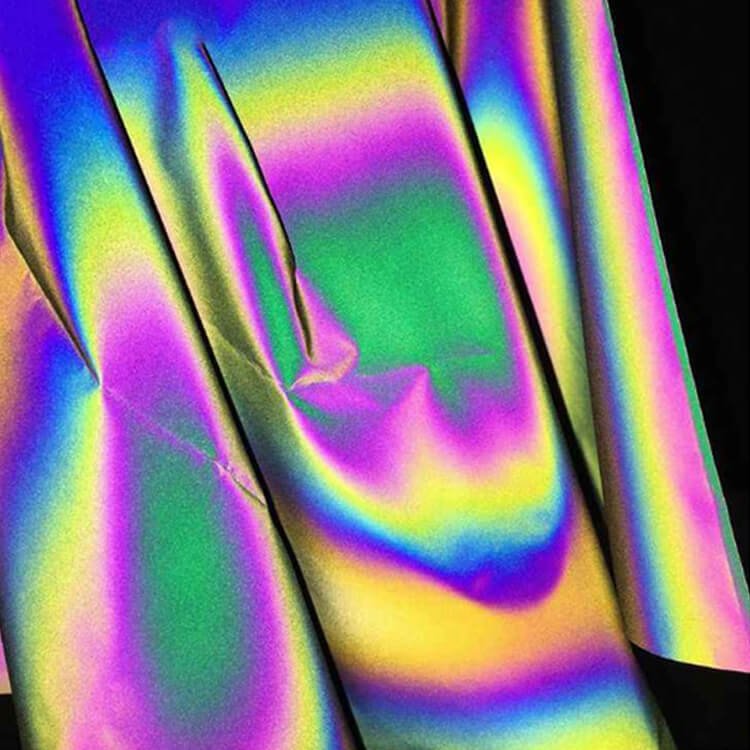
Key advantages: Maintains fabric stretch and flexibility, breathable and lightweight, available in iridescent/rainbow finishes for premium positioning, and compatible with modern seamless construction techniques.
Best applications: Base layer reflective panels, cycling bib shorts, running tights, fitted trail jackets, drone harnesses, and water sports wetsuits where flexibility is non-negotiable.
4. Reflective Webbing & Trim
Reflective webbing serves dual purposes: structural reinforcement and visibility signaling. Whether used as backpack straps, climbing harness attachment points, or emergency rescue loops, reflective webbing combines durability with safety. Many technical outdoor brands use reflective webbing standards to meet both strength and visibility requirements.
Key advantages: Integrated structure and visibility, high tear strength, weather-resistant, can be replicated at custom widths, and cost-effective for large production runs.
Best applications: Backpack shoulder straps, climbing harness loops, emergency exit markers, waterproof bag attachment straps, and rain gear tie-down points.

Strategic Design Integration: Making Safety a Selling Point
The brands leading outdoor markets understand a critical truth: reflective material placement is not a technical decision—it’s a design decision. Forward-thinking product teams approach reflectivity as a design language rather than a compliance obligation.
Design Principles for Reflective Integration
-
→
Visibility Hierarchy Place high-visibility elements on fronts/backs (primary gaze zones), secondary elements on sides and sleeves (peripheral detection)
-
→
Aesthetic Intentionality Avoid random reflective placement; design reflective elements as intentional visual accents—think contrast piping, branded logo placement, or geometric patterns
-
→
Material Mixing Combine different reflective materials strategically: piping for structural definition, heat-transfer films for logos, elastic fabrics for comfortable coverage areas
-
→
Color Strategy Silver for maximum compliance; colored options (gold, neon orange) for brand storytelling; iridescent finishes for premium positioning
When done well, reflective integration becomes invisible to the consumer—they don’t see “safety compliance,” they see a premium, considered product. They see a brand that understood their needs (being seen at dawn, dusk, or in emergencies) and solved for it elegantly.
Performance Standards & Compliance: What Your Customers Need to Know
Reflective material performance varies dramatically based on manufacturing standards, test conditions, and regional regulations. Successful outdoor brands partner with manufacturers who can navigate this complexity.
🌍 EN ISO 20471 (European Standard)
The most stringent global standard for high-visibility clothing. Defines luminance (light reflection), color purity, and photometric performance of reflective materials.
Key requirement: Minimum 200 cd/(m²·lx) luminance; materials must maintain performance through 50 industrial wash cycles at 40°C.
Applies to: All outdoor brands selling in EU, UK, and most Commonwealth nations.
🇺🇸 ANSI/ISEA 107 (North American Standard)
American National Standard for high-visibility safety apparel. Similar rigor to EN ISO but with specific design placement requirements and daytime conspicuity emphasis.
Key requirement: Minimum fluorescent color coverage (lime-yellow or orange-red); reflective material performance must match EN 13356 standard.
Applies to: All outdoor brands selling in USA, Canada, and Mexico.
🇦🇺 AS/NZS 1906.4 & 4602.1 (Australian/NZ Standards)
Australian and New Zealand standards for high-visibility workwear. Focus on tropical climate durability (UV degradation, humidity resistance).
Key requirement: Materials must pass accelerated UV aging tests; performance retention after 50+ wash cycles in warm climates.
Applies to: Outdoor brands targeting Australia, New Zealand, and Southeast Asia.
Pro tip for outdoor brands: Work with manufacturers certified to ISO 9001 and accredited testing facilities. They’ll ensure materials are tested independently and certifications are maintained throughout production runs. This protects your brand reputation and ensures customers receive products that perform as promised.
Best Practices for Implementation
1️⃣ Partner with Certified Manufacturers
Don’t assume all reflective material suppliers are created equal. Verify ISO 9001 certification, independent testing lab relationships, and compliance documentation. Request samples tested to your target market’s standards before committing to large orders.
2️⃣ Test for Real-World Performance
Don’t rely solely on certification labels. Commission wear tests with actual customer demographics: cyclists testing in urban environments, trail runners in low-light conditions, outdoor workers in harsh climates. Real-world feedback reveals edge cases and material behavior patterns that lab tests miss.
3️⃣ Document Your Specifications Clearly
Create detailed technical specifications for each product line: material types, exact placement locations, luminance values, compliance standards met, and care instructions. This documentation protects you legally and guides manufacturing partners toward consistency.
4️⃣ Balance Cost with Performance
Premium reflective materials cost more, but cheaper alternatives often fail durability tests or lose effectiveness quickly. Calculate total cost of ownership: a slightly higher per-unit material cost that maintains performance for product lifetime beats cheap materials that deteriorate within months.
5️⃣ Train Your Supply Chain
Reflective materials require specific handling: proper storage away from direct sunlight, appropriate lamination temperatures, correct sewn vs. adhesive application techniques. Work closely with factories on training and process documentation to ensure consistency across production runs.
Frequently Asked Questions
❓ Can reflective materials maintain brightness after repeated washing?
Yes, when using industrial-grade materials from certified manufacturers. High-quality reflective tapes and films are engineered to maintain 80-90% of original brightness after 50+ industrial wash cycles at 40°C. The key is selecting materials tested to EN ISO 20471 or equivalent standards and following care instructions (typically cool wash, gentle drying). Budget brands using cheaper alternatives often experience significant brightness loss within 5-10 washes.
❓ What’s the difference between silver and colored reflective materials?
Silver reflective materials deliver maximum luminance (400+ cd/(m²·lx)) and are the industry standard for regulatory compliance. They’re scientifically proven to maximize nighttime visibility.
Colored reflective materials (gold, neon orange, red, blue) sacrifice roughly 20-30% luminance compared to silver but offer significant design flexibility. They’re excellent for lifestyle brands that want to integrate reflectivity without a stark “safety gear” aesthetic.
Iridescent or rainbow reflective fabrics represent the premium end—they maintain respectable luminance while offering aesthetic appeal that commands pricing premiums. These work well for high-end outdoor brands positioning reflectivity as a design feature rather than safety compromise.
❓ How do I choose between reflective tapes, heat transfers, and elastic fabrics?
Reflective tapes & piping: Best for fixed structural elements (seams, straps, edges). Maximum durability. Use when aesthetics are secondary to performance.
Heat transfer films: Best for custom logos and branded elements. Design flexibility is paramount. Use when brand identity and visibility must coexist.
Elastic reflective fabrics: Best for fitted athletic wear and high-movement applications. Comfort and mobility are critical. Use when stretch and breathability cannot be compromised.
❓ What compliance standard should my outdoor brand target?
This depends on your primary markets:
- Europe/UK/Commonwealth: Target EN ISO 20471—it’s the most stringent and will satisfy regulations in most developed nations
- North America: ANSI/ISEA 107 is mandatory for safety-positioning claims in USA/Canada
- Asia-Pacific: AS/NZS standards for Australia/NZ; check regional variations for Southeast Asia
Many global brands now design to EN ISO 20471 as baseline (hardest standard) and note which regional standards they also meet. This future-proofs products and simplifies global supply chains.
❓ How do reflective materials perform in rain, extreme heat, and UV exposure?
Rain: High-quality reflective materials are water-resistant but not water-proof. Proper backing materials (polyester film with silicone adhesive) prevent moisture penetration. Test in wet conditions before production.
Extreme heat: Reflective materials maintain luminance up to ~60°C, but adhesive backing can soften above 65°C. This is rarely an issue in outdoor wear, but matters for glued vs. sewn applications.
UV exposure: This is the primary durability concern. Industrial-grade materials use UV-stabilized resins and backing materials. For outdoor use in sunny climates (Australia, Southwest USA), specify UV-accelerated aging test results. Materials should retain 70%+ brightness after 500+ hours of accelerated testing.
Ready to Integrate Premium Reflective Materials Into Your Outdoor Gear?
VizGlo Safety partners with forward-thinking outdoor brands to transform reflective materials from compliance checkmark into design advantage. Our certified manufacturing facilities, custom design capabilities, and global compliance expertise ensure your products meet the highest standards while delivering the aesthetic you envision.
Get Your Custom QuoteExplore Our Advanced Reflective Solutions
Our comprehensive range of reflective fabrics and materials includes all the options discussed in this guide—from industrial-grade piping tapes to custom iridescent heat-transfer films. Each solution is engineered for specific outdoor applications and compliance requirements.
Discover how VizGlo’s OEM/ODM capabilities enable you to create outdoor gear that seamlessly integrates safety with style—positioning reflectivity as a brand feature rather than a regulatory afterthought.
Related Resources on Reflective Materials
Reflective Fabrics Guide
Deep dive into fabric properties, stretch capabilities, and application techniques for performance outdoor wear.
Reflective Material Standards
Understand compliance requirements across EN ISO 20471, ANSI/ISEA 107, and Australian standards.